
Aluminum casting methods vary in different manufacturing processes, from sand casting, die casting, pressure die casting, continuous casting, shell mold casting, etc. Each aluminum casting process will have its advantages and disadvantagea. Depending on the casting’s size and complexity, we can choose the most suitable method.
Aluminum is widely applied in different casting parts serving a range of industries, both non industrial and industrial uses. For those who often doubt “How to cast aluminum parts”, the answer is that aluminum foundries use various casting technologies, and quality is one of the key factors in deciding which technology is suitable.
The quality of casting is the measure of both inside and outside the casting and its strength and ductility. Engineers must always promote the advantages and overcome the disadvantages of aluminum casting methods to improve product quality and satisfy customers needs optimally.
Compare aluminum casting methods:
| Casting process | Size range | Tolerances | Tooling cost | Relative cost in large quantity | Relative cost in small quantity | Surface finish | Min draft request | Min section thickness |
|---|---|---|---|---|---|---|---|---|
| Sand casting | All sizes | 0-3″ = 1/32″ 3″- 6″=3/64″ 6+”=1/18″. Across parting line add 0.020″ to small castings. 0.090″ to large Castings. | $50-$15,000 | Low | Lowest | 175-350 RMS | 1-5⁰ | 0.125’’-0.25’’ |
| Pressure die casting | Small size | Not less than 0.002″. Additional .010″ on dimensions affected by parting line. | $5,000-$150,000 | Lowest | Highest | 20-90 RMS | 1-3⁰ | 0.050″ Small parts 0.080″ Medium parts |
| Shell mold casting | Normal maximum 80cm2 usable mold area. | 1″ =0.004″ 1″-3″ =0.010″ 3″-6″ =0.013″ 6″-12″ =0.016″ 12″-20″ =0.020″. Add 0.005″- 0.010″ across parting lines. | $1,500-$25,000 | Medium | Medium | 75-125 | Outside: 0 to 1 1/2⁰. Inside: 0 to 2⁰ | 0.100’’ |
| Permanent casting | 0.25kg-50kg | 0.015’’ to 1″. Across parting line add +/- 0.010″ if Small Casting, +/- 0.030″ if Large Casting. | $1,500-$55,000 | Low | Lowest | 125-200 RMS | 2-4⁰ | 0.100″-0.150″ |
| Investment casting | 1 ounce-100 pounds | +/-0.005″-3″ +/- 0.002″ there after | $500-$20,000 | Highest | Medium | 60-120RMS | None | 0.3’’ |
| Centrifugal Casting | Diameter: 1 – 120’’. Length: Up to 50 ft. Weight: Up to 5 tons | ± 0.01″ for Cylindrical shape. ± 0.002″ for complex shape. | No information | Low | Medium | 63 – 500 μin for Cylindrical shape 32 – 500 μin for complex shape. | None | 0.1 – 5.0’’ |
| Continuous casting | Up to 0.2-1m | Low | High | None | Depend on the shape |
Discussion of aluminum casting methods
1. Aluminum sand casting
Sand casting is one of the oldest casting methods that appeared about 2000 years ago. Sand casting has been used to cast aluminum since aluminum metal became popular since the beginning of the 20th century.
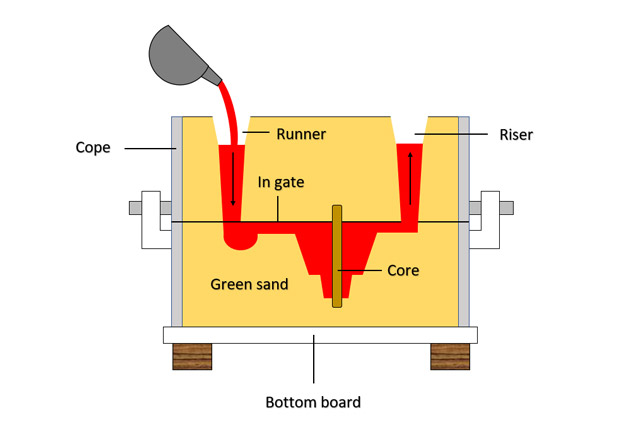
In the aluminum sand casting, mold is made of sand, and bonding agents; patterns are placed inside the mold and pressed tightly.
After withdrawing the pattern, it is created a mold cavity that is the replica of the aluminum casting shape.
Through the gating system, molten aluminum is poured into the mold cavity and solidifies. As the casting is cooled down, the caster breaks the sand mold, and the casting is collected.
Nowadays, improvements in sand casting technology have increased the weight and average size of the aluminum sand casting. Many sand casted aluminum objects are weighing more than 50kg, even some casting as large as 100m3.
Refer to the article about sand casting here.
Advantages of aluminum sand casting
- Low cost.
- Flexibility to fabricate the number of casting, whether small or large order.
- Any aluminum alloy can be sand cast, including alloys with hot shortness.
- Green sand has low compressive strength, thus minimizing the risk of hot cracking defects.
- Flexibility to adjust the pattern design.
Disadvantages of aluminum sand casting
- The surface finish is not smooth. It can be treated with sandblasting to enhance the surface quality.
- The size of the casting has a higher tolerance than other aluminum casting methods.
How to calculate aluminum casting shrinkage: https://vietnamcastiron.com/aluminum-casting-shrinkage/
Applications of aluminum sand casting
It is difficult to mention most aluminum sand casting applications because this aluminum casting process can manufacture almost all parts ranging in any sizes.
If you have a moderate budget and want to cast aluminum products that do not have too high requirements on surface finish, then the sand casting method is the number one choice.
Detail of green sand metal casting:
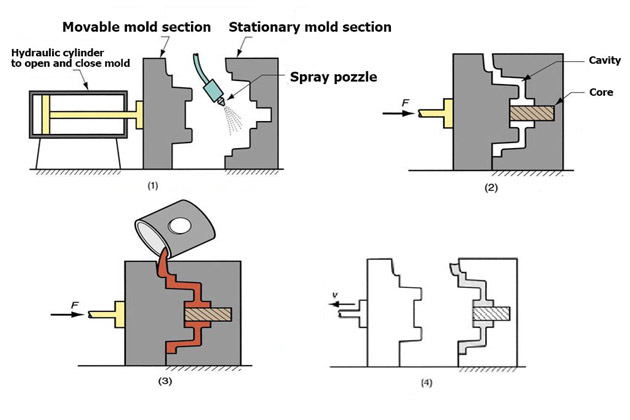
2. Aluminum Pressure die casting
There are two types of die casting: aluminum high-pressure die casting and aluminum low-pressure die casting.
High-pressure Aluminum die casting
High-pressure Aluminum Die casting is the aluminum casting process that fabricates casting parts by pressing aluminum fluid under high pressure (approximately 1200 bar) into a steel mold through a cylinder-pistol.
Liquid aluminum is pumped at high speed and solidifies quickly to form the aluminum casting parts.
There are two types of cast chambers in high-pressure aluminum die casting:
- Hot chamber: is a casting chamber where the cylinder and pistol are located in a furnace system and have the same temperature as the melting point of aluminum alloy.
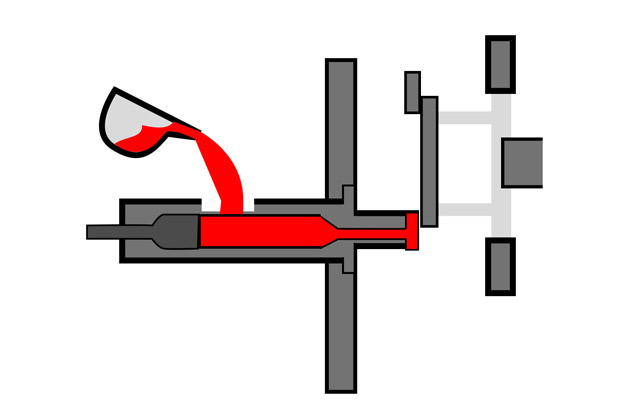
- Cold chamber: is a casting chamber where the molten aluminum alloy is poured into the cylinder, then the piston pushes the metal into the mold through great pressure. This pistol is not placed in the oven and is considered to be cool. The cold chamber is mainly used for aluminum alloys.
Aluminum high pressure die casting is suitable for mass production of small details, weighing about 5kg, thin cutting surface, and about 0.4mm thickness. The larger the aluminum casting part, the higher the cost.
Low-pressure aluminum die casting
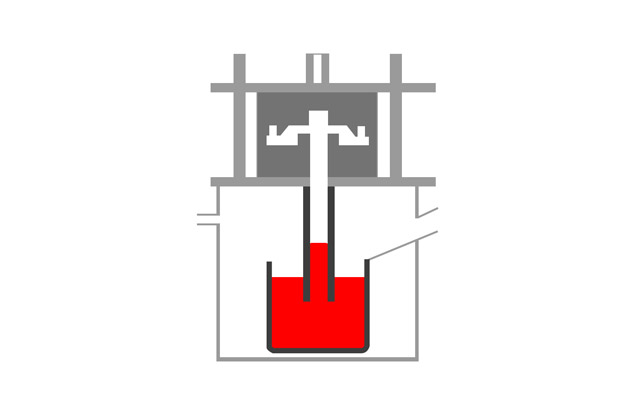
With low-pressure aluminum die casting, the mold is filled with liquid metal from a pressure-adjustable crucible (usually 0.7bar).
The metal annealing furnace is located below (instead of horizontally like high-pressure aluminum die casting), the molten aluminum is pumped directly from the bottom up to fill the mold.
Aluminum low-pressure die casting is suitable for manufacturing aluminum casting parts with wall thickness of 3mm or more, and the volume can be up to 150kg.
In die casting, aluminum alloy is among the most often casted metal, accounting for twice the other metal casting methods use.
Types of aluminum alloys used in die casting method
- 380.0 (Al + Si + Cu + Mg): cast aluminum alloy, high mechanical strength, good corrosion resistance, high dilution, low price. Often used to cast gearboxes. This type of alloy accounts for 85% of the aluminum alloy being used in press die aluminum casting today.
- A360.0 (reduce the amount of Cu): high-grade cast-aluminum alloy, fewer impurities, better corrosion resistance than 380. Used to cast musical instruments, anti-corrosion details.
- 413.0 (Al + Si): cast alloy, better corrosion resistance than 360. Often used to cast pistol, crankshaft.
- 518 (Al + Mg): the best ingot (ingot) alloy, with the best wear resistance, but low dilution and difficult to cast, high cost.
The advantages of die casting
- Tight tolerance of aluminum casting.
- The surface is smooth and shiny, with few defects on the surface, making the product easier to apply paint coating.
- Aluminum grains have a tight texture, dense and small, smooth that help casting have high mechanical properties and good wear resistance.
- Suitable for automatic production lines.
The disadvantages of die casting
- Because molten aluminum is pumped at high speed and cools quickly, it entrains the condensate into the casting, making it difficult to weld and heat treatment. To ]treat gas trapped in the casting, foundry can use vacuum descaling technology. Aluminum alloys with a short freezing temperature range should be selected.
- Investment cost for the operation and mold is expensive, only suitable for large order quantities.
- It is very difficult to adjust product design as the sand casting method.
- Due to the high-pressure alloy flow, the mold is quickly worn out.
Applications of die casting
This aluminum casting process has a wide range of applications from simple components such as lighting components to complex components such as engines, transmission housings, wheels, automotive suspension and spacecraft.
3. Shell mold aluminum casting
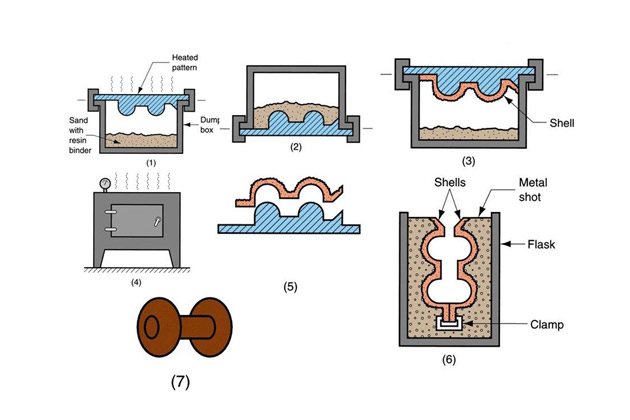
Shell molding is a molding technology with a mold made of thermosetting phenolic resin.
First, the two halves of patterns are design and created from metal, and then being heated and coated with lubrication. Then place the pattern into the thermoset sand chamber prepared above and then turn it upside down. The mixture of resin sand sticks to the pattern hardens to form a shell.
The pattern is removed, leaving a shell. Two halves of the pattern will form two shell molds about 10-20 mm thick. These two shell molds are assembled to form a complete mold. Liquid aluminum is poured into the mold and solidified into a casting shape.
At this point, just breaking the shell of the mold then we can collect the casting.
Shell mold aluminum casting is one of the aluminum casting methods that is suitable for the fabrication of hollow-core or die castings.
The advantages of shell mold casting
- The perfection level of surface finish is relatively high.
- The size of the casting is more accurate; the tolerance is tight.
- The pattern is reusable.
The disadvantages of shell mold casting
- High production costs.
- With large and complex castings, it won’t be easy to cast.
Shell mold casting applications
This aluminum casting process is applicable for casting Cylinder heads, connecting rods, engine blocks and manifolds, machine bases, truck hoods, valve body, etc.
4. Permanent mold aluminum casting
Permanent mold aluminum casting, also known as metal mold casting, is one of the aluminum casting methods that use metal as the mold material similarly to the pressure die casting. Accordingly, the liquid aluminum is pushed into the mold by its gravity, so the pouring speed is quite low.
Due to the metal-made mold, the casting cooling speed is fast. Molds have a long service life, so they are called permanent molds.
Permanent mold aluminum casting is suitable for casting masses greater than high-pressure die casting, about 10kg. The higher the volume, the more expensive the cost.
If combined with the heat treatment methods, the mechanical properties of metal molds will increase. Small castings will cool quickly, so no heat treatment is required.
For maximum mechanical properties, treat with a special solution at high temperatures, then cool and allow natural or artificial aging.
The aluminum alloy used in Permanent mold aluminum casting
- 366: manufacturing pistols and cars.
- 355.0, C355.0, A357.0: manufacturing gearboxes, for high-strength components such as rocket parts.
- 356.0, A356.0: machine parts, aircraft wheels, …
The advantages of permanent mold aluminum casting
- The aluminum casting properties are high due to the fast cooling rate of the casting.
- Low aluminum shrinkage rate and gas porosity defect. Dimension tolerance is only about 1mm.
- Good surface quality 1-6 µm Ra.
- Less scrap.
The disadvantages of permanent mold aluminum casing
- High cost.
- Difficult to make aluminum casting products with high complexity and large size.
- Difficult to adjust the product design.
The permanent mold aluminum casting applications
In automotive industry, creating parts like gears, castings, suspensions, fuel injection housings, and engine pistons. Aircraft parts are also often made via permanent mold aluminum casting.
This aluminum casting process is used in the automotive and aircraft industries to create parts, such as gears, suspensions, pistols, fuel housing, etc.
5. Aluminum Investment casting
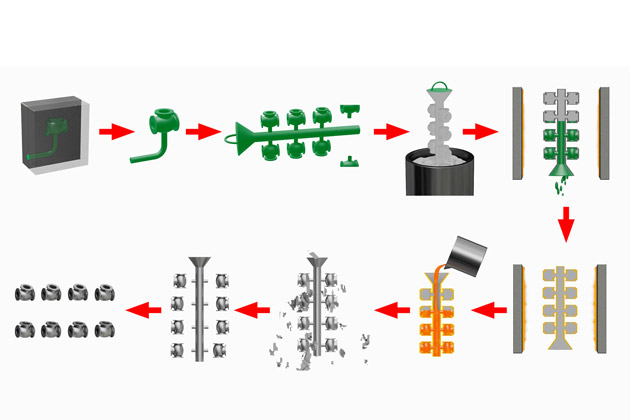
Aluminum Investment casting, also known as aluminum lost wax casting, is the casting aluminum method by inserting wax or thermoplastics into a prefabricated metal or rubber mold.
Wax pattern are collected and assembled to form a tree branch connected to the gating system to cast in the same batch. The wax pattern will now be applied investment with a refractory materials. This process is repeated until the outer sheath reaches a thickness of 5-15mm. This shell is the investment mold.
Then dry and heat the tree so that the wax inside is melted out, leaving the inner chamber of the mold in the shape of the desired casting.
The investment mold is then heated before pouring aluminum fluid. Any cracks that appear in the mold can be repaired with ceramic or special materials.
Molten aluminum is poured into the mold, after it dries up only to destroy the outer ceramic shell. The casting is removed from the tree and passed to finishing process.
Advantages of Aluminum Investment casting
- High finishing surface, high dimensional accuracy.
- It is possible to cast complex aluminum casting parts.
- Many aluminum casting objects are cast at one time.
Disadvantages of Aluminum investment casting
- High production costs.
- With the casting included the core, it will be complicated and difficult to cast.
- Requires longer production cycle.
- Usually only suitable for small-size aluminum casting parts.
Aluminum Investment casting applications
Lost wax casting technology has many applications such as manufacturing aluminum casting parts in the aerospace industry, electricity industry, weapons, automobiles, military, gas and oil, …
6. Aluminum Centrifugal Casting
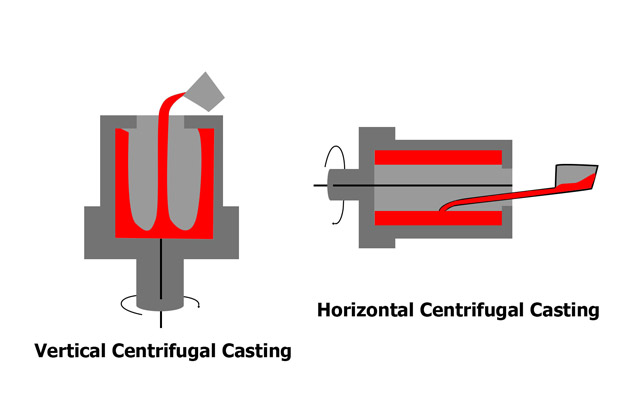
Aluminum Centrifugal casting is the aluminum casting process in which a mold is made of metal, plaster, or graphite. The mold is rotated on a centrifugal casting machine, while on the outside the molten aluminum is poured into the mold. Liquid aluminum will be evenly distributed onto the mold wall based on centrifugal force and hardens according to the shape of the mold.
There are two types of centrifugal casting molds: vertical centrifugal casting with a vertical axis and horizontal centrifugal casting with a horizontal axis. The rotational motor of the mold rotates the mold to spread the metal evenly onto the mold surface.
The advantages of aluminum centrifugal casting
- The size of the aluminum casting part is highly accurate due to the limited centrifugal force and the metal is tightly closed.
- The aluminum casting has high mechanical properties, a small fine metal organization on the outside.
- No need to use the core but can still empty in the middle to save the core manufacturing costs.
- No need for a pouring system to save metal.
The disadvantages of Aluminum centrifugal Casting
- The inner surface of the aluminum centrifugal casting parts have poor finishing, a lot of impurities and the inside diameter is not correct.
- Usually only suitable for casting round or cylindrical aluminum parts. With complex casting shapes, it is necessary to combine them with the shell mold casting method.
Centrifugal casting applications
Centrifugal casting is employed by aluminum foundries to produce aluminum casting parts of the jet engine compressors, petrochemical furnace tubes, and many military and defense pieces of equipment.
7. Aluminum Continuous casting
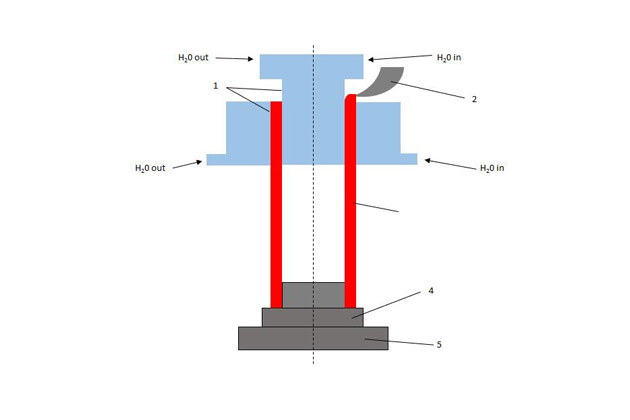
Aluminum Continuous casting is a casting process in which an aluminum alloy is continuously poured into a mold with a circulating water cooling system. Wherever the casting is made, it is immediately cooled and removed.
Arranging right after the casting system will be a continuous stamping and rolling line. Cast products are aluminum bars, plates, or pipes with sizes up to 0.2x1m.
It is a very efficient casting system and is widely used in aluminum and steel foundries.
The advantages of continuous casting
- Due to being cooled quickly, the aluminum continuous casting has high mechanical properties.
- Automate easily result in high productivity.
- The casting surface is perfect, the metal grain is organized tightly.
The disadvantages of Aluminum continuous casting
- Only suitable for aluminum casting products with simple shapes.
- It is impossible to cast objects with cross-sectional lengths.
- High initial construction costs.
Aluminum Continuous casting applications
Aluminum Continuous casting is used to cast metal bars, metal pipes of different sizes.
Besides, there are also several other aluminum casting methods used to fabricate the aluminum casting applications such as Vacuum sealed molding process, Ablation casting, lost foam, etc. They also have many advantages similar to the above casting processes.
Considering suitable aluminum casting technologies

Each aluminum casting process has its advantages and disadvantages. After carefully referring to the information comparing different aluminum casting methods in the article, make a choice for your foundry based on your budget, the type of aluminum casting products you want to target, requirements for accuracy, and annual output.
Many other factors are affecting the choice of aluminum casting technologies. However, hopefully through the information provided in the article, VIC has partly helped readers better understand the aluminum casting methods as well as make the right decisions.
At VIC, we have a system of metal foundries with various processing technologies. Especially in aluminum casting, VIC uses green sand and lost foam casting technologies and is on track to expand production line with other casting technologies that match on market requirements.
VIC is pleased to cooperate with partners worldwide to help customers sell metal casting products with reasonable quality and price.
Contact information:
Vietnam Cast Iron Company Limited
- Address: Lai Xuan, Thuy Nguyen District, Hai Phong city, Vietnam
- Phone: +84 86 543 0133
- Email: [email protected]
Hi sir this is kaleswararao from dhanalakshmi pattern works, I need complete methoding for Al sand casting with formulas can you help me ?
Highly informative. I will like to have more information on aluminium investment casting process ,wax blend, primary slurry preparation, primary and secondary Stuccoing, etc with all effective process parameters. I will be happy if get such type of information.
Thank you Sir.