
The article provides a concise explanation about green sand casting, which is one of most popular molding methods in metalworking industry. The knowledge is presented understandble by manufacturing expert of Vietnam Cast Iron. From the definition, properties, processes, to application, it is very easy to understand either you are a professional or fressman to the casting industry.
Metalworking is an exact mechanical industry that requires a lot of skills, knowledge, processes, and technologies to create products.
Nowadays, foundries apply many technologies to metal casting such as die casing, permant mold casting, lost foam casting or furan resin sand casting. Each of these listed methods maintains distinctive properties and is suitable for casting certain types of products.

Continuing series blog of casting technology of Vietnam Cast Iron, this article will bring a brief and concise summary about the green sand technology used popularly in foundries.
The author will provide a detailed explanation including definition, properties, advantages & disadvantages, and applications so that everyone could be easy to have a clear idea about this metal casting technology either you are an expert or freshman to this mechanical industry.
What is green sand casting?
Initially, a concise definition will help you have a first imagination about this metal casting technology.
Green sand casting is one of the first and popular methods used in mold sand technology and often applied in metal casting foundries. This molding method is featured by using green sand as the main material to create the sand mold for the casting.
What is green sand meant by ?
The green sand refers to a kind of wet-featured sand. The term “green sand” is not about the color of the sand but it expresses the moisture nature of the molding sand which is not dried or baked.

The property of green sand in casting is wet. The sand is called green because of sand moisture as same as green wood before the moisture is dried out when the molten metal is poured into the sand mold.
What is green sand for casting made of?
So what makes the green sand different from other sands?
Unlike shell molding and no-bake casting which bonding sand by using heats or chemical compounds, green sand for metal casting is unique by bonding sand naturally, mostly due to clay presence.
Green sand in casting is a mixture of different ingredients in suitable proportion as following:
| Element | Percentage |
|---|---|
| Silica sand (SiO2), Chromite sand (FeCr2O4) or Zircon sand (ZrSiO4) | 75 to 85% |
| Bentonite clay | 5 to 11% |
| Water | 2 to 4% |
| Inert sludge | 3 to 5% |
| Anthracite | 0 to 1% |
As a molding method, green sand is very popular and easy to buy.
If you want to buy green sand for casting, you may find it in mechanic and construction building material shops. Or you also can make your own with formula by buying ingredients listed above and creating a green sand mixture in the suggested proportion.
How is green sand casting process?
Generally, the process to cast product by this molding technology is quite simple in comparison with other mold making methods.
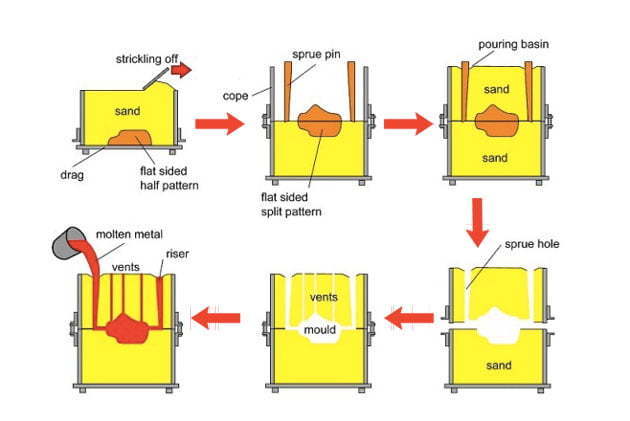
Summarily, the green sand mold casting process includes 4 steps as following:
- Firstly, loading green sand into a flask (a typical tool used to contain casting mold).
- Secondly, placing the designed pattern inside and pressing it into the sand. The pattern design matchs with the final product including calculation of tolerances. A pattern can be made from any kind of material due to this method doesn’t use any heats or chemical compounds affecting the pattern. Froundries often use plastics and wood because of their low cost.
- There will be a suitable mold cavity when removing the pattern. After that, filling the molten metal into the cavity mold.
- Once the metal is cool and solid, a sand mold is removed by the shakeout process and casting is collected.
This casing process can either conducted manually or used automatically system.
With manual casting, the set-up costs are low and mold materials can be reclaimed easily. However, the cost per product is high because it requires several workers to produce a casting.
Contrary, applying an automatic system can optimize production effectiveness and invested cost.
Could spent green sand be reused?
Many raise the question that what happens to the used green sand or could reuse the spent sand after the molding process or not. A simple answer is yes.
The sand used in the metalworking process usually called spent sand. End of the casting process, foundries often collect spent green sand and recycle for the next usage.

The spent sand has to be removed impurities after the metal casting process. It is very important to filter out any materials left in the last process to maintain the quality of the green sand for next casting process. Failure to do so will lead to the product remains defects.
After the impurity removal step, the sand is remixed in a suitable proportion as mentioned above and ready for the new molding process.
Advantage of Green Sand Casting
Nowadays, foundries apply green sand technology commonly in metalworking due to its outstanding advantages.
Below lists some of its major advantages.
- Firstly, the average cost to produce the casting is affordable and reasonable because this mold casting method doesn’t require complicated processes and high-tech machinery.
- Another benefit of this technology is its versatility with production. It allows any alloys to be poured into and is flexible in the choice of molds and patterns.
- Furthermore, this mold casting technology is an environmentally friendly process where the aggregated mold can be treated and repeatedly used. The sand can be reused many times after adjusting the composition.
The disadvantage of green sand casting
However, like other methods, this green sand molding method also remains some of the limitations.
- Firstly, molds prepare for this process lack of permeability, strength, and stability. It cannot be stored in a long time and erosion is popular.
- Secondly, it creates concerns about defects such as porosity, blowholes because of steam formation due to its moisture content.
- Thirdly, the surface of the finished product is not smooth in comparison with other casing processes because of the fairly rough interface between molten metal and the sand mold.
- Fourth, this mold casting method is also limited in size and difficult to cast complicated shapes.
Application of Green Sand Casting

Despite some limitations, foundries uses green sand process widely because of its productive versatility and reasonable cost. There are numerous applications of this casting technique in the metalworking industry particularly.
With the property of bonding naturally, green sand mold has sufficient strength for almost sand casting applications.
In terms of casting material, it can be applied to cast both ferrous and nonferrous metals. This casting method can use for almost any alloys ranging from copper, aluminum, nickel, to magnesium.
In terms of design, it is suitable for simple, small, and medium-size casting, and mass production.
The above provides a brief and condensed explanation about the green sand method including definition, sand mixture, process, properties, and application of casting by green sand technology.
Generally, Green sand casting is an efficient and economic process. At Vietnam Cast Iron, with numbers of high skillful and expert labors and high-tech machinery, we could manufacture almost any products by this molding technology, from a lamppost, counterweight, manhole cover, pump casing to trash bin, railing, gas burner, etc.
We work with our customers to decide the best casting processes resulting best quality for final products and minimizing the buying cost.
Request a quote to get more information on how our casting service can match your project requirements.
Contact information
- Company: Vietnam Cast Iron Co.Ltd
- Address: Lai Xuan, Thuy Nguyen District, Hai Phong city, Vietnam
- Email: [email protected]
Excellent post. I was checking constantly this weblog and
I am impressed! Extremely helpful information specifically the ultimate section :
) I handle such info a lot. I used to be seeking this particular info for a very lengthy time.
Thank you and best of luck.