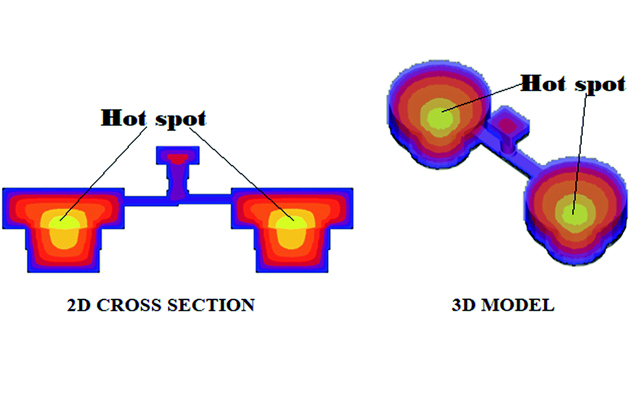
What causes hot spots defects?
- Improper cooling practice
How to prevent hot spots defects?
- Provide proper cooling practice
- Adjust the metal composition
How does our foundry treat sand casting defects?
As mentioned at the beginning, no casting process is 100% perfect. Although featuring excellent casting properties, there are casting defects to be concerned about.
Specifically to one of the most favorite and popular in casting foundry that is sand casting. It can not negate that sand casting is exceptional by its ability to cast large volume, high detailed and low molding cost of casting parts. However, it is vital to look at possible sand casting defects to estimate the tolerance and expectation to customer.
At VIC casting foundry, we are transparently to discuss with our customers possible casting defects that could happen during the working process. We always try to limit as much as possible to minimize sand casting defects and supply the best quality casting parts.
Our approach to sand casting defects varies from different defects. However, our working motto is always prevention is better than cure. Therefore, we apply strictly inspection processes for all of the manufacturing processes, from raw material input, melting metal, pouring system, cooling, to machining work.
At VIC foundry, we have equipped with SpetroMax machines to analyze input material composition. Before every melting segment, the raw material is well controlled of its quality to reduce the metallurgical defects. In this way, we can limit the casting defects in the first place.
At the same time, we continuously control the gating system and pouring process to ensure its effectiveness and properness in accordance with each casting requirement. All the mechanical processes are under the supervision manager to ensure proper technique.
After the casting cools, all of the roughcasting must go through the filtering process to sort out qualified and unqualified objects. Any under-required casting continuously is moved to machining steps. The casting will be rejected if they are impossible to repair.
By this way, we can guarantee to commit that whatever casting we offer to the customer, it is of high quality.
Read more:
How are kettlebells made by sand casting?
—–
Reference
Sadaf Vazehrad (2011). Shrinkage Porosity Characterization in
Compacted Cast Iron Components. https://cdn.intechopen.com/pdfs/73849.pdf
Nawaz Mahomed. Shrinkage Porosity in Steel Sand
Castings: Formation, Classification
and Inspection. http://www.diva-portal.org/smash/get/diva2:643746/FULLTEXT01.pdf

Good information